Поможем написать любую работу на аналогичную тему
-
Реферат
Резьбовые соединения с зазором. Основные отклонения. Классы и степени точности. Длины свинчивания. Обозначение полей допусков и посадок метрических резьб начертежах.
От 250 руб
-
Контрольная работа
Резьбовые соединения с зазором. Основные отклонения. Классы и степени точности. Длины свинчивания. Обозначение полей допусков и посадок метрических резьб начертежах.
От 250 руб
-
Курсовая работа
Резьбовые соединения с зазором. Основные отклонения. Классы и степени точности. Длины свинчивания. Обозначение полей допусков и посадок метрических резьб начертежах.
От 700 руб
Основные отклонения для образования посадок. Посадки с зазором наиболее распространены. Для получения посадок с зазором в ГОСТ 16093—81 предусмотрено пять основных отклонений (d, e, f, g, h) для наружной и четыре (Е, F, G, H) для внутренней резьбы. Эти отклонения одинаковы для диаметров наружной и внутренней резьбы. Основные отклонения Е и F установлены только для специального, применения при значительных толщинах слоя защитного покрытия. Схемы расположения основных отклонений диаметров наружной и внутренней резьбы в посадках с зазором приведены на рис. 3.
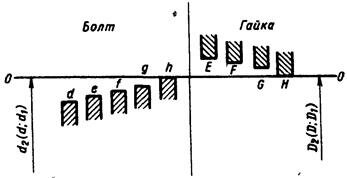
Рис. 3. Основные отклонения метрической резьбы при посадке с зазором
При сочетании основных отклонений H/h образуется посадка с нулевым отклонением; при сочетании H/g, f, е, d, а также G, Е, F/h, g, f, е, d, образуются посадки с гарантированным зазором. Указанные основные отклонения для наружной резьбы определяют верхние отклонения, а для внутренней - нижние отклонения диаметров резьбы. Второе предельное отклонение определяют по принятой степени точности резьбы.
Градация точности. ГОСТ 16093-81 установлены 8 степеней точности, определяющие допуски диаметров резьбы. Допуски на все диаметры резьбы для 6-й степени точности приняты за основные.
Допуски остальных степеней точности определяются умножением допуска степени точности 6 на следующие коэффициенты:
Степень точности .......... 3 4 5 7 8 9 10
Коэффициент .................. 0,5 0,63 0,8 1,25 1,6 2 2,5
Допуски на внутренний диаметр d1 наружной резьбы и наружный диаметр D внутренней резьбы не устанавливают.
Установлены три группы длин свинчивания: S - короткие, N - нормальные и L - длинные. Длины свинчивания свыше 2,24Pd0,2 до 6,7Pd0,2 относятся к группе N; длины свинчивания меньше нормальных относятся к группе S, а больше к группе - L (d и Р - в мм).
В соответствии со сложившейся практикой многих стран поля допусков сгруппированы в три класса точности: точный, средний, грубый. Понятие о классах точности условное (на чертежах и калибрах указывают не классы, а поля допусков), его используют для сравнительной оценки точности резьбы. Поля допусков, принятые в различных классах точности, указаны в таблицах.
Наиболее распространенной является с небольшим зазором (6H/6g). В обоснованных случаях разрешается применять поля допусков, образованные иными сочетаниями полей допусков.